
 For over a hundred years, shirtmaking was the main source of income in many parts of Inishowen. An article in “The Derry Journal” in 1889 stated the following in relation to Carndonagh: “shirtmaking is the principal industry, and is to Inishowen what sprigging and knitting are to west Donegal. At this business the several agents for Derry factories and houses throughout Inishowen and especially Carndonagh, do an extensive trade, the women and girls calling on the agents for the work, which they take with them to their homes and return finished, by machine or hand, as required.”
For over a hundred years, shirtmaking was the main source of income in many parts of Inishowen. An article in “The Derry Journal” in 1889 stated the following in relation to Carndonagh: “shirtmaking is the principal industry, and is to Inishowen what sprigging and knitting are to west Donegal. At this business the several agents for Derry factories and houses throughout Inishowen and especially Carndonagh, do an extensive trade, the women and girls calling on the agents for the work, which they take with them to their homes and return finished, by machine or hand, as required.”
The shirt evolved at the beginning of the 19th century and demand grew apace with the rise of the new middle classes and the “white-collar” workers. English and Scottish businesses established factories in the northwest, especially in Derry where there was a plentiful supply of workers. Derry became the main centre of the shirt industry in Ireland. Tillie & Henderson, McIntyre, Hogg & Marsh and others had branches, or “stations” around Inishowen, managed by agents.
In 1867, according to Maghtochair in his book “Inishowen”, there were two factories in Carndonagh. One of these was managed by John Doherty, later Chairman of the Board of Guardians of the Workhouse, who acquired the nickname “John Cloth”. Tillie & Henderson, McIntyre, Hogg & Marsh and Charles Bayer & Co. had Stations of Work in Bridge Street.
 Demand for shirts was at its height during the first two decades of the 20th century when there were four stations of work in the town. Mrs. Flo Ann Binns had the agency for Tillie & Henderson. She erected a three-storey building which became the first factory for in-workers. The Binns family lived in part of the building until 1890 when they built a dwelling house, “Hopefield”, in Church Road with a station for out-workers at the back. Tillie & Henderson bought the original factory and gradually all other stations ceased business.
Demand for shirts was at its height during the first two decades of the 20th century when there were four stations of work in the town. Mrs. Flo Ann Binns had the agency for Tillie & Henderson. She erected a three-storey building which became the first factory for in-workers. The Binns family lived in part of the building until 1890 when they built a dwelling house, “Hopefield”, in Church Road with a station for out-workers at the back. Tillie & Henderson bought the original factory and gradually all other stations ceased business.
STATIONS OF WORK
In the early days, most women in rural areas were involved in shirt-making. Census returns for the latter half of the 19th and early 20th century regularly have “seamstress” as the occupation for most, if not all, of the women and girls in the households. Workers were paid a fixed amount for sewing 12 shirts, commonly known as “a dozen of work”. They were paid in cash, the main incentive to join the workforce. By dint of saving or “money from America”, some households acquired sewing machines which accelerated the output and therefore added to income.
The shirt pieces were cut out in the Derry factories and transported to the Stations where they were sorted according to size and tied into bundles of 12 for the “outworkers”. Each shirt had 11 pieces; back, button-front, buttonhole-front, 2 sleeves, 2 sleeve attachments, 2 cuffs, yoke and neckband. Collars were detached and were made up of 6 pieces. As the finished shirts were returned to the Station they were examined, folded and baled for dispatch to Derry where they were “smoothed” (ironed) and boxed.
Shirts were not washed and so required immaculate working conditions and clean hands. The sewing had to be of a very high quality or work could be rejected and the sewer fined. The material was invariably white which added to the headache of keeping the shirt in pristine condition.
Some women had to walk for miles to collect their “dozens”. In the early days they carried their shoes to save the soles and put them on “at the river below Carn Bridge”. They worked at home or joined with neighbours to work in one house to save on candles or lamp oil. They even took the shirts with them when they went ceilighing. The work did not stop because “it was money”- a rare commodity in the 19th century and for some time after it. One change this ready cash made to their lives was noted by J.N. Thompson in his diary in 1884: “The shirt making trade, by enabling women and girls to earn some money, brought in dress fashion among them, and a shirt girl now dresses on Sundays and holidays like a lady of fashion and tries to be in the latest fashion.” “Their clothing is now got in the drapers and haberdashers and made according to the varying fashions instead of the unvarying fashion which used to come down from generation to generation.”
BINNS’ FACTORY
 After the death of her husband in 1873, Mrs. Flo Ann Binns and her family moved to Carndonagh where she acquired the agency for Tillie & Henderson. She built the Bridge Street factory along the lines of the Derry establishments and probably with the help and advice of Mr. William Tillie who is said to have often visited Carndonagh. There was a boiler house which supplied steam to power the new sewing machines. Steam pipes supplied central heating and oil lamps gave light. Although the agency was in the name of Flora Ann Binns until her death in 1894, it was her son Robert who managed the factory
After the death of her husband in 1873, Mrs. Flo Ann Binns and her family moved to Carndonagh where she acquired the agency for Tillie & Henderson. She built the Bridge Street factory along the lines of the Derry establishments and probably with the help and advice of Mr. William Tillie who is said to have often visited Carndonagh. There was a boiler house which supplied steam to power the new sewing machines. Steam pipes supplied central heating and oil lamps gave light. Although the agency was in the name of Flora Ann Binns until her death in 1894, it was her son Robert who managed the factory
The workforce was mainly women – the few men being the Manager, a mechanic who looked after the boiler and fixed machines and two packers in the dispatch area. Unskilled workers “got the start” as thread-clippers, folders, stock-movers and sweepers. Two fore-women made sure the “floors” ran smoothly.
For many years there was a 50 hour week with work starting at 8am and finishing at 6 o’clock. Saturday was a half-day. There was an hour for lunch when local workers could go home and the others had to make arrangements to get a kettle boiled somewhere for a cup of tea. In-workers were paid at a slightly better rate than out-workers so there was always a waiting list for jobs. Around 1910 the pay for a dozen of work was 1s. 10p. Some in-workers took work home with them in order to earn the extra few shillings. The factory closed for two weeks in August but there was no holiday pay.
When the Binns family vacated their living quarters in 1890, the factory floors were re-arranged to include an ironing area and box room. The cutting was still done in Derry up until the late 1920s. When Bob Binns died Tillie & Henderson bought the factory and Frank Donnelly came as Manager.
TILLIE & HENDERSON
 In 1928 the Fawcett family, based in Chester, acquired a share hold majority in the firm of Tillie & Henderson and G.H.R. Fawcett became Managing Director. The name of the firm was not changed. It was well established, well known and synonymous with quality and style. The “Dee-Hill” and “Sitrite” brands had won honours as far away as Australia and New Zealand. The Irish Free State was by now established for over six years with border Customs & Excise in place. Mr. Fawcett saw the necessity of making the Carndonagh Branch independent of the Derry factory. In due course two new wings were added to house a cloth stockroom, cutting room, laundry and finishing area.
In 1928 the Fawcett family, based in Chester, acquired a share hold majority in the firm of Tillie & Henderson and G.H.R. Fawcett became Managing Director. The name of the firm was not changed. It was well established, well known and synonymous with quality and style. The “Dee-Hill” and “Sitrite” brands had won honours as far away as Australia and New Zealand. The Irish Free State was by now established for over six years with border Customs & Excise in place. Mr. Fawcett saw the necessity of making the Carndonagh Branch independent of the Derry factory. In due course two new wings were added to house a cloth stockroom, cutting room, laundry and finishing area.
Mickey Doherty and Charlie Cauley were sent from the Derry factory to organize the new cutting room. Cutting could be dangerous work and required a high level of skill and concentration. Several layers of cloth were laid evenly on the cutting bench and held firmly at each end. Shapes were then used to trace the shirt and collar pieces on the top layer. Another skill was needed to arrange the shapes so that the least possible material was wasted. A special band knife, at first powered by steam and later by electricity, was used to cut around the shapes and through all the layers of cloth. Cutters had many a “near miss” with the band knife. Anthony McLaughlin (Holmes) cut off a finger and got £50 compensation in the 1950s. Although Charlie eventually returned to Derry, Mickey remained as manager of the cutting department for the rest of his working life.
In 1926 “a young man who, over the years, was to become synonymous with everything Tillies stood for – honesty, loyalty and a deep sense of pride in the achievement of local people – commenced work in the factory’s dispatch department. So began the career of Mickey Harkin.” He became Manager of the factory in 1933 at the age of 25.
In 1935 the factory floor was re-arranged again with the introduction of the conveyor-belt system, or “speed belt” as it was known. This speeded up the production line enormously.
THE FIRE
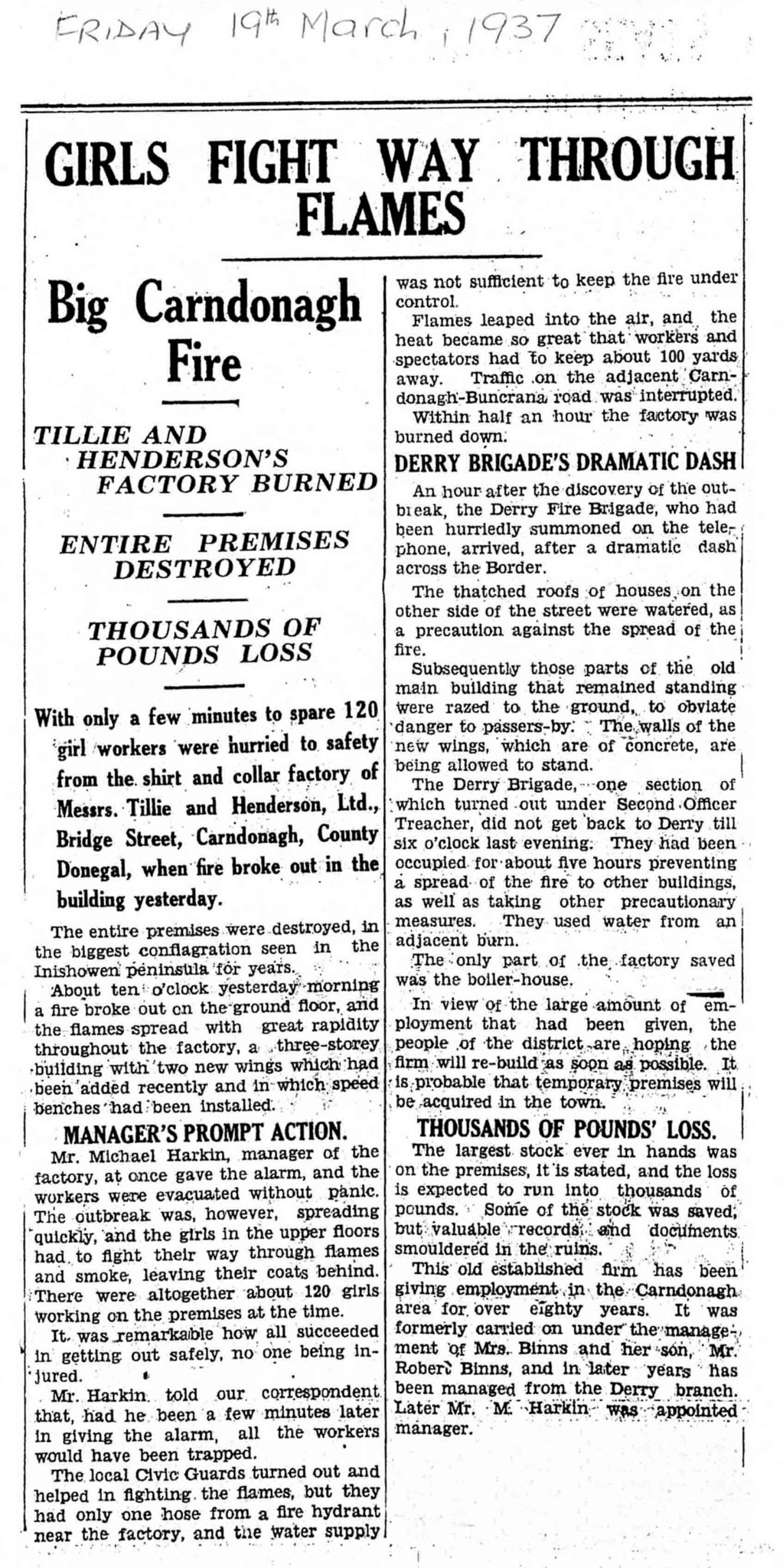 Around 10 o’clock on the morning of the 18th March, 1937, disaster struck the factory when fire broke out on the ground floor and spread quickly through the stock of cloth and boxes. The Manager raised the alarm and got most of the 120 workers outside immediately. Mary Anne and Maggie Mc Dermott and others were on the top floor. They saw the girls in the street waving and shouting. They waved back before becoming aware of the danger they were in and had to fight their way through smoke and flames to get to safety. There was only one hose from a fire-hydrant near the building which was insufficient to get the fire under control. Within half an hour, the factory was burnt down. According to the Derry Journal “The largest stock ever in hands was on the premises and the loss is expected to run into thousands of pounds. Some of the stock was saved, but valuable records and documents smouldered in the ruins.”
Around 10 o’clock on the morning of the 18th March, 1937, disaster struck the factory when fire broke out on the ground floor and spread quickly through the stock of cloth and boxes. The Manager raised the alarm and got most of the 120 workers outside immediately. Mary Anne and Maggie Mc Dermott and others were on the top floor. They saw the girls in the street waving and shouting. They waved back before becoming aware of the danger they were in and had to fight their way through smoke and flames to get to safety. There was only one hose from a fire-hydrant near the building which was insufficient to get the fire under control. Within half an hour, the factory was burnt down. According to the Derry Journal “The largest stock ever in hands was on the premises and the loss is expected to run into thousands of pounds. Some of the stock was saved, but valuable records and documents smouldered in the ruins.”
It was remarkable that everyone got out without injury given the speed and intensity of the fire. Coats, purses and bicycles were lost but the loss of their jobs was a bigger blow to the workforce. What was left of the three-storey building had to be razed to the ground as it posed a danger to passers-by. The boiler house and the walls of the new wings alone survived.
A NEW ERA
The factory that opened in 1938 was the very latest in up-to-the-minute design. All the work was to be done within one massive floor space. Only the boiler house and trubenising house were separate. It was light and airy with many windows and sky-lights and there was plenty of space between the different sections. Everything was geared towards efficiency and speed. “It was a lovely place to work in.”
The shirt began its life in the cutting room where rolls of coloured cloth had by now joined the bales of familiar white. From here the pieces were brought to the collar and shirt sections. The shirt section had a long conveyor belt with machinists on both sides. There were single and twin-needle, button and buttonholing machines. Each pair of machinists had a specific part of the shirt to sew. Finally, collars which had been sewn in the collar section were attached and labels sewn on. At the end of the bench the thread clippers and examiners did their bit. If a piece of sewing wasn’t up to standard, the examiner knew exactly who to bring it back to for re-doing. Workers on the bench were expected to finish up to 6 dozen shirts per hour so there was always pressure on each machinist not to hold up the work. The forewomen made sure everything ran smoothly and that broken-down machines were quickly fixed. The bundles of finished shirts were then brought to the smoothers who, after ironing them, folded each shirt around a cardboard shape, pinned the corners in place, slipped a narrow piece of card under the collar to make it sit up and then put it in a cellophane bag. In the packing area the shirts were put into individual boxes or packed in dozens and half dozens according to size or colour. Swilly lorries took the boxes to Derry for storage or distribution.
Besides the ordinary, tailored shirt, an up-market dress shirt was made in the factory. This was of the finest cotton or linen with a front insert, a stiff neckband and a hard, detached collar. It was for these that the laundry was installed. Known as “the wash-house” it had a washing machine called “the big wheel” and a spin-dryer. Starch was mixed in a bucket and thrown into the machine with the collars. After washing they were put in the “spinner” to dry out. Then they were taken out to the trubenising house where they were dipped in cellulose acetate which bound the layers of cloth in the collar to make it permanently hard. They were pressed on “the big presser” for a perfect finish. Dress shirts did not have buttons, the collar being attached with studs. After smoothing, the shirts were individually boxed with two or three collars. Dress collars were also boxed separately as spares.
Tillie & Henderson also introduced a tailored pyjama suit under the “Restrite” label. These were always sewn by out-workers. The cut-out pieces were delivered to them and the work collected from them. “They were perfectly sewn with only flat (single-needle) machines.” Buttons and buttonholing were done in the factory and then they were “smoothed” and had pyjama cords inserted.
Because of consistent quality of production, Tillie & Henderson had become main suppliers to Marks & Spencer. This helped to keep the various factories ticking over through the years of recession when cheaper foreign shirts were flooding the market. M. & S. standards were very high and representatives would visit the factory unannounced to check on production quality. Most of the cloth was imported from the Far East but Tillie & Henderson had enough in stock to see them through the war years when merchant shipping was almost at a standstill. A “Derry Journal” item in October, 1945 reports: “On enquiry at the shirt factory it was stated that trade was booming and that there would be sufficient material to enable the factory to continue full production until March.”
In 1949 Eire was formally declared a Republic. An office was opened in Dublin to handle the imports and exports of the Carndonagh factory which now had the official title of “Tillie & Henderson (Eire) Ltd.”
PAY AND CONDITIONS
 A report on the Derry factories in 1902 says: “Girls when they first enter the factories are called learners, and are placed under the supervision of a trained worker; whilst learning their trade they receive about four shillings a week. Afterwards when they become proficient they rank as full paid “hands” and their earnings depend upon their skill and energy. After about six months a girl is generally able to earn about 12s. a week; but the average wage does not much exceed nine shillings. It may be mentioned that to earn nine shillings a week a girl has to sew – with a machine of course – about two dozen to two and a half dozen shirts.” These “city” wages did not apply in the Branches or Stations where pay was at a slightly lower rate.
A report on the Derry factories in 1902 says: “Girls when they first enter the factories are called learners, and are placed under the supervision of a trained worker; whilst learning their trade they receive about four shillings a week. Afterwards when they become proficient they rank as full paid “hands” and their earnings depend upon their skill and energy. After about six months a girl is generally able to earn about 12s. a week; but the average wage does not much exceed nine shillings. It may be mentioned that to earn nine shillings a week a girl has to sew – with a machine of course – about two dozen to two and a half dozen shirts.” These “city” wages did not apply in the Branches or Stations where pay was at a slightly lower rate.
Pay in the Carndonagh factory was always considered acceptable and fair according to the times. A lot of girls started work at 14 or 15 years of age and didn’t mind what job they got as long as they were “in”. A clipper (clipping the loose threads) in the 1930s got 3/6 in her first wage packet and another girl who started as a clipper in 1952 got £1-4-11. (“I gave £1 in at home and had 4/11 for clothes and shoes. Money went a good bit then. Overtime was great because we had money for dances!”) Workers got an increase every 6 months and were on full pay after 4 years. There was now a 44 hour week with work starting at 9 o’clock. When there was a lot of orders to be finished there was overtime from 7o’clock until 9.30 on Mondays, Wednesdays and Fridays.
A lot of girls cycled to work and kept their bicycles in a shed beside the boiler house. Some cycled from as far away as Clooncha, the Isle of Doagh or “the back of Giblin Hill”. On cold winter mornings they had to de-frost their hands in a bucket of warm water in the boiler house before starting work.
Until 1971 there were no facilities in the factory for making tea. The workers brought their lunch and made different arrangements to get a hot drink. Different houses in the town might have the kettle boiling at 1o’clock for a weekly fee. Oweny boiled a kettle in the boiler house for some and workers who lived near the factory brought an odd out-of-town friend home with them. There was a 10 minute break at 10.50 and at 3.50 when the speed belt was stopped but these were only used for chat or a smoke in the toilets.
Trade unions started in the factory in the 1940s. Mr. McGonagle came from Derry to speak to the workers about their rights. Most of the workers joined the union and Maggie McElhinney collected the subscriptions every week. In 1954 this was 1/6 and was no small amount. The union achieved the 44 hour week and the 10 minute breaks. It also fought for a second weeks holiday pay. The Conditions of Employment Act of 1937 had given Irish industrial workers one weeks holiday pay.
Keeping the girls in work became increasingly hard as recession hit in the 1950s. The factory was reduced to a 3 day week and workers had to sign on at the Garda barracks to get the dole for the remaining days. The Manager started spending his Saturdays as a rep. going around businesses in Donegal, Leitrim and Sligo looking for orders.
Up until 1956 workers could earn as much or as little as they wished. Their pay packet reflected their output. At times, some earned more than the Manager! There was great excitement in the factory when one hard worker was the first to take a £5 note home. In 1956 Tillie & Henderson brought in the guaranteed days pay. Workers got paid whether there was work or not. They were not sent home if it ran out. With the good work ethic long established in the factory the girls still worked at the same hard pace. One girl who seemed to be slowing up was upbraided by the forewoman. Her retort was: “I get 28/- if I work and I get 28/- if I don’t.” She was an exception!
SOCIAL EVENTS & ENTERTAINMENT
 From the early 30s, Peggy Harkin organized excursions to Portrush. She collected the money every week, hired the buses and arranged for a meal and dance in an hotel. She said that the hotel was so close to the sea they felt they were dancing on water! There was a lot of cheering on the return journey in 1939 when they met the Manager on Carlisle Bridge returning from his honeymoon with his new wife! Sadie Hegarty took over the organising and took busloads to Portrush, Coleraine and the Glens of Antrim. Most of the workers went on these excursions. “It was our only day out. Where ever it was going, we were on it.”
From the early 30s, Peggy Harkin organized excursions to Portrush. She collected the money every week, hired the buses and arranged for a meal and dance in an hotel. She said that the hotel was so close to the sea they felt they were dancing on water! There was a lot of cheering on the return journey in 1939 when they met the Manager on Carlisle Bridge returning from his honeymoon with his new wife! Sadie Hegarty took over the organising and took busloads to Portrush, Coleraine and the Glens of Antrim. Most of the workers went on these excursions. “It was our only day out. Where ever it was going, we were on it.”
The factory dance was another enjoyable social occasion. The first was in 1949 and in the beginning these were supper dances in the Colgan Hall. Patrons sat down to a supper of tea, sandwiches and pastries and were encouraged not to spend too long eating by a notice in the centre of each table which said: “If you’ve been fed and had your fill, and you’ve enjoyed your sup, We’ll do our best to feed the rest providing you get up”! Later on the dinner dances were held in the Strand Hotel.
“Music while you work” was introduced in the 1960s. A few pence were deducted from the wage packets each week to buy the latest records which, at that time, cost 6/9 each. The record player took 20 records at a time and the music became such a part of factory life that office staff could expect a knock on the door if the music stopped!
TIME AND MOTION
In 1962 the Company decided that the factory system needed complete reorganization. It employed an American firm of Consultants who sent work study engineers to the factory with the purpose of finding out what each worker could do in one hour. They used a timer and stood over the cutters, sewers, smoothers, presser, examiners and packers for many hours in order to determine their average work potential – their 100%. This interruption went on for months through the Autumn and Winter of 1962/63. It was quite stressful for everyone at the time- “the timekeeper was the bane of our lives. Everything was great up to that.” When the work study was completed everyone had to use a worksheet on which they stuck “tickets” for each piece of work done. They got paid according to their percentage which could range from well under the 100% to as high as 120% or even more. If work was slow they got “waiting time” which was just the basic wage. The girls got used to this in time and took pride in attaining, or even bettering their 100%. The Manager wasn’t too happy during this time and was heard to grumble “There’s more waste paper in this factory than there is material.”!
THE LAST YEARS
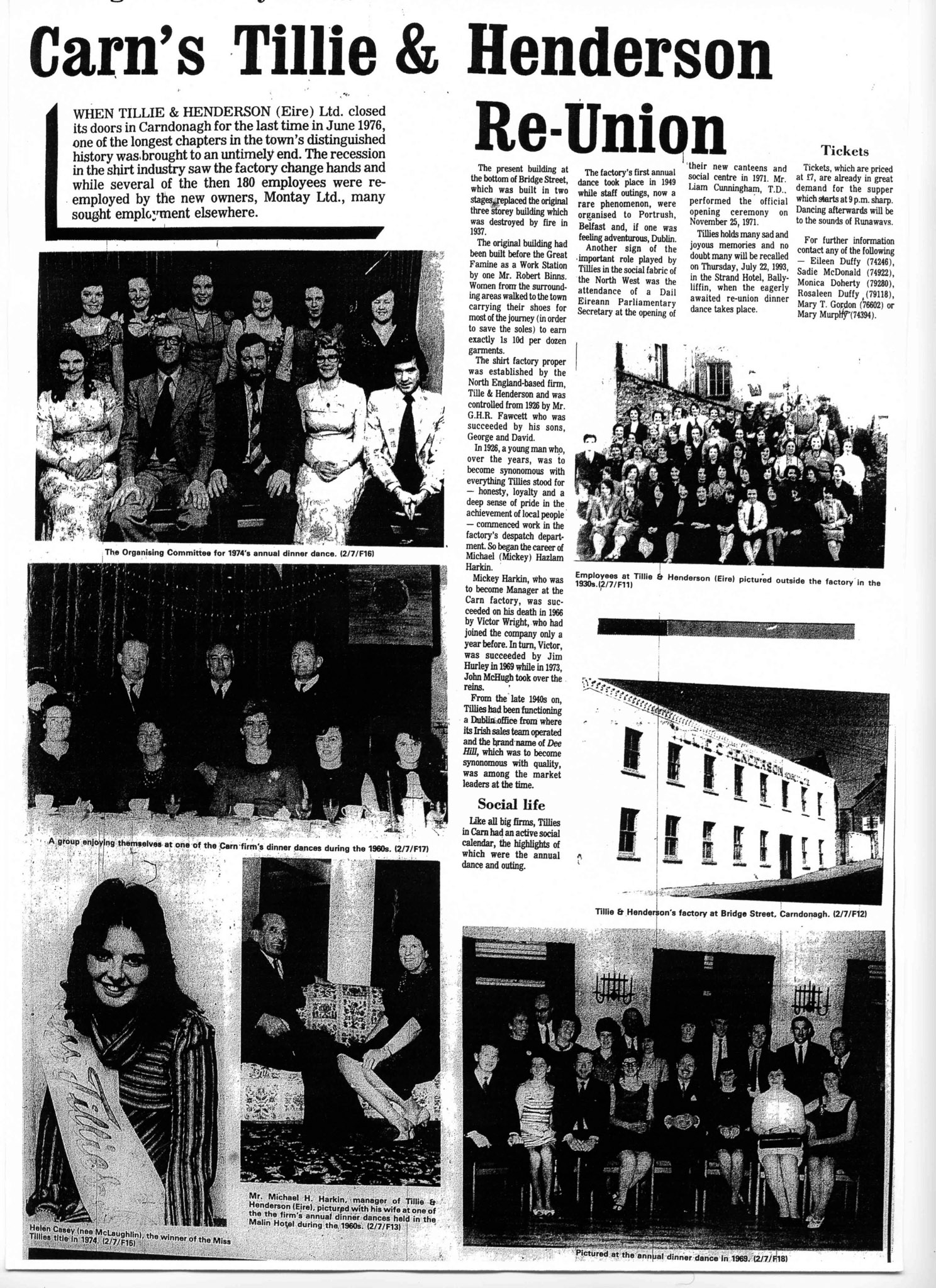
In 1967 the death occurred of Mickey Harkin who had made the reputation of the factory and the welfare of the workers his life’s work. Victor Wright took over as Manager, to be followed in 1969 by Jim Hurley and then John Mc Hugh in 1973. The local shirt industry was fast declining because of foreign competition and in June, 1976 Tillie & Henderson closed its doors for the last time. The clothing firm of Montay Ltd. bought the building and a majority of the original workers were re-employed there. Over a hundred and twenty years of shirtmaking in Carndonagh had come to an end.
Maura Harkin